膠州優質著色氧化廠家
發布時間:2024-03-19 01:01:36
膠州優質著色氧化廠家
第二:解決的對象不一樣。電鍍工藝方式解決的目標主要是金屬材料,還可以是非金屬材料。常運用的電鍍工藝涂層金屬材料為鎳,鉻,錫,銅,銀及金等。也就是常常說的電鍍鎳,不銹鋼,電鍍金等。陽極空氣氧化解決則是金屬表層加工處理的方式。大部分金屬復合材料(如不銹鋼板,鋅合金材料,鋁合金型材,壓鑄鋁,合金銅,鋁合金)都能夠在合適的鋰電池電解液中開展陽極空氣氧化解決。第三:解決基本原理不一樣電鍍工藝是電鍍材料做為負極,陽極空氣氧化帶解決原材料做為陽極電鍍工藝是因為正電荷效用,金屬材料陽極正離子向負極挪動,并在負極獲得電子器件而沉淀在待鍍原材料上。與此同時陽極的合金融解,持續填補鋰電池電解液中的金屬離子。
膠州優質著色氧化廠家
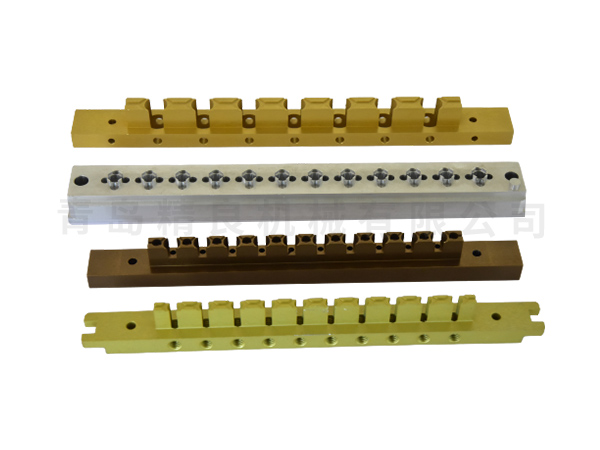
硬質氧化表層處理是一種金屬腐蝕與裝飾設計的新技術應用,新技術新工藝。鋁合金型材硬質的陽極氧化處理膜以其具備膜層厚,強度高,耐腐蝕,耐熱,髙壓和優異的抗磨性等特性而遭受普遍的高度重視。硬質氧化全名是硬質的陽極氧化處理解決。鋁合金型材的硬質氧化解決既適用形變鋁合金型材,更用以壓鍛造鋁合金零件構件。多孔結構層的緊密性主要是由陽極氧化處理的工作電壓決策。在恒電流量加工工藝下,水溶液溫度低,電流強度高,鹽酸濃度值低都是會促使陽極氧化處理膜阻擋層薄厚增大,陽極氧化處理工作電壓上升。
膠州優質著色氧化廠家
鋁是非常活躍的金屬材料,規范電位差-1.66v,在氣體里能當然產生一層薄厚約為0.01~0.1μm的空氣氧化膜,這層空氣氧化膜是非晶態的,薄而多孔結構,耐腐蝕性差。可是,若將鋁以及鋁合金放在適度的鋰電池電解液中,以金屬鋁為陽極,在另加電流量的作用下,使其表層產生空氣氧化膜,這類辦法稱之為陽極空氣氧化。根據選擇不一樣種類,不一樣含量的鋰電池電解液,及其操縱空氣氧化時的技術標準,能夠得到具備差異特性,薄厚約為幾十至幾百微米的陽極空氣氧化膜,其耐腐蝕性,耐磨性能和裝飾藝術等都是有大大提高和提升。
膠州優質著色氧化廠家
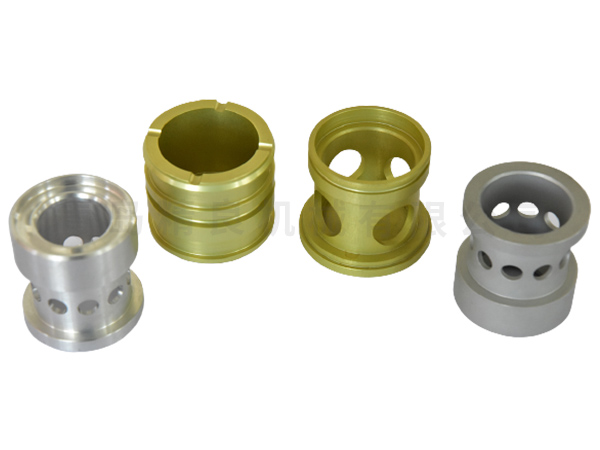
2.發展耐磨性能鋁合金型材板材尤其簡易被刮傷和損壞,鋁合金型材的強度到底不可以與不銹鋼板材較為。而根據陽極氧化處理的鋁合金型材表面就十分硬實,空氣氧化膜強度能抵達300HV.因此十分的耐磨損,也不容易刮傷。3.室內裝修金屬鋁表面上色鋁合金型材陽極氧化處理注漿加固前,表面會出現十分多而緊密的孔隙度,非常簡單吸咐一些金屬鹽或染劑,進而使金屬鋁表面組成豐富的顏色。4.發展絕緣性能我們了解鋁的導電率是十分好的,但鋁合金型材在一些場所要求絕緣層。陽極氧化處理的鋁合金型材空氣氧化膜不是導熱的,因此倘若要求使用絕緣層的場所就需要開展陽極氧化處理解決。

膠州優質著色氧化廠家
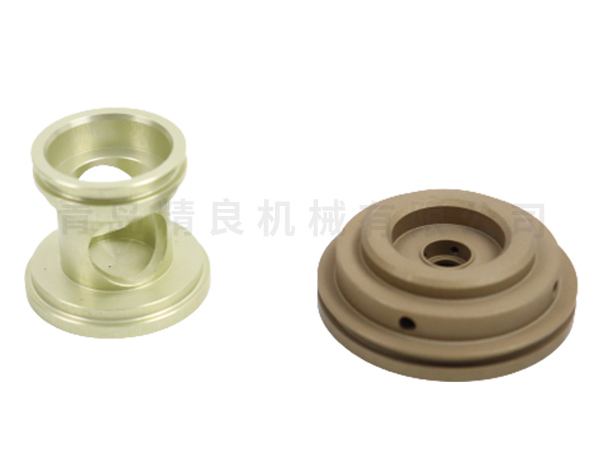
鋁合金型材陽極氧化處理膜的正確處理方式:一.脫油解決,用藥棉浸濕有機溶劑開展擦洗,去除油漬后,再以潔凈的布料擦洗幾回就可以。硬質氧化一般規定薄厚為25-150um,絕大多數硬質的陽極氧化處理膜的薄厚為50-80um,膜厚低于25um,的硬質的陽極氧化處理膜,用以齒鍵和螺線等應用場所的零部件,耐磨損或絕緣層用的陽極氧化處理膜薄厚約為50um,在一些獨特加工工藝標準下,規定生產制造薄厚為125um之上的硬質的陽極氧化處理膜,可是需要留意陽極氧化處理膜越厚,其外面的顯微鏡強度能夠越低,膜層外表的表面粗糙度提升。噴砂處理空氣氧化提升上色前的清理,商品由空氣氧化槽中拿出后要完全清理,尤其是產品工件的縫隙,埋孔處,不然殘余的酸在上色的時候會遲緩流出去,讓上色容液的PH偏移正常的范疇,并使其位置的顏色和其他地點有顯著的區別,乃至浸蝕空氣氧化膜。常見有機溶劑包含三氯乙烯.醋酸乙酯.甲苯.丁酮和柴油等。