臨沭專業拋光彩色鋁氧化廠家
發布時間:2024-06-20 01:00:46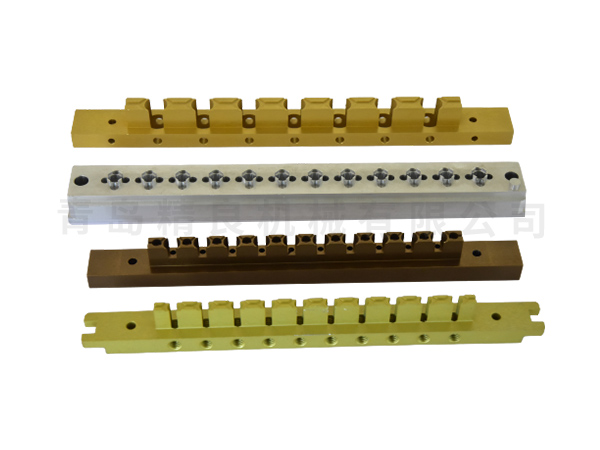
臨沭專業拋光彩色鋁氧化廠家
鑄造件空氣氧化的澆筑溫度一般就是指合金液澆入壓射室,填充模腔時平均氣溫。下邊大家一起來了解一下鑄造件空氣氧化的澆筑溫度吧。一般狀況下,在確保鑄造件空氣氧化成形和所規定表層質量的條件下,選用盡量低的溫度。例如鋁合金鑄造件空氣氧化的澆筑環境溫度為50℃~720℃,鍛造鋁合金流通性好,澆筑溫度可選擇低些;并且還需要留意模貝溫度與澆筑溫度不是太一樣的,模貝溫度是在生產過程中磨具的溫度,一般鑄造件越薄,構造越繁雜,模貝溫度的需求便會越高。鑄造件空氣氧化的澆筑溫度也需要充分考慮原材料是不是厚壁,例如樣子比較復雜的鑄造件澆筑溫度可選擇高些;模貝大,排熱快,那麼澆筑溫度就可選擇高些。

臨沭專業拋光彩色鋁氧化廠家
鋁合金型材產品經陽極氧化處理解決后,產生部分無空氣氧化膜,展現人眼看得見的黑色斑或花紋,空氣氧化膜有鼓瘤或主骨狀況。該類常見故障雖不常見但還有產生。以上常見故障緣故,一般與鋁和鋁型材的成份,機構及相的勻稱性等相關,或是與鋰電池電解液中所融解的一些金屬離子或飄浮殘渣等相關。鋁和鋁型材的成分,機構和金屬材料相的勻稱性會危害空氣氧化膜的產生和特性。純鋁或鈦鎂鋁合金的空氣氧化膜易于轉化成,膜的品質也較好。而鋁硅鋁合金或含銅量較高的鋁合金型材,空氣氧化膜則較難轉化成,且產生的膜偏暗,發灰,光澤度性不太好。
臨沭專業拋光彩色鋁氧化廠家
以鋁合金型材硬質氧化加工工藝規定為例子:1.鈍角倒圓。被生產加工零件不允許有鈍角,毛邊及其其他各種各樣銳利的有尖角的位置由于硬質氧化,一般陽極氧化處理時間均是相當長的,并且空氣氧化全過程(A1O2→a12o3q)自身便是一個化學反應。又因為一般零件邊角的地區通常也是電流量比較集中化的位置因此這種位置容易造成零件的局部性超溫,使零件被燙傷。2.專用夾具因硬質的陽極氧化處理的零件在空氣氧化全過程中,要承擔很高的工作電壓和較高的電流量,一定要使卡具和零件能維持極優良的觸碰,不然將因松動而導致損壞或燙傷零件觸碰位置的問題。因此需要對不一樣樣式的零件,及其零件空氣氧化后的主要需要設計和生產制造專用夾具。3.零件規格的容量因硬質氧化膜的薄厚較高,因此如必須進一步生產加工的鋁零件或之后必須安裝的零件,應事前留出一定的加工的剩余量,及特定夾裝位置。因硬質的陽極氧化處理時,要更改零件規格,故在機械加工制造時,要提前預測分析,空氣氧化膜的很有可能薄厚和標準公差,然后在明確陽極氧化處理前的零件具體規格,便于處置后,符合要求的尺寸公差范疇。

臨沭專業拋光彩色鋁氧化廠家
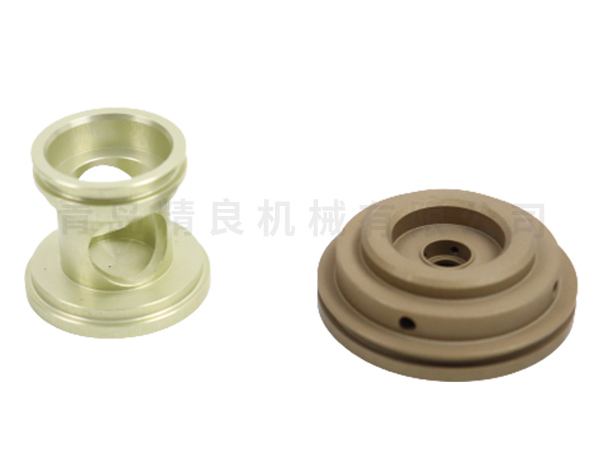
1.強度更強。鋁合金型材的相對密度只需鋼的密度的三分之一,但硬度和剛度比不銹鋼板材好,是常用的輕巧材料,在高層建筑和大跨距和仿造工程建筑中,鋁合金型材結構的室內空間設計凈重比鋼結構輕得多。2.更便于壓擠成型。與不銹鋼板材對比,鋁合金型材的可塑性和延展性好,多種多樣沖壓加工方法可以在冷熱方式下大批量生產加工成多種多樣標準微設計風格的空心和實芯截面.管.棒.板等。