臨沂專業拋光著色氧化生產商
發布時間:2022-10-27 01:16:33
臨沂專業拋光著色氧化生產商
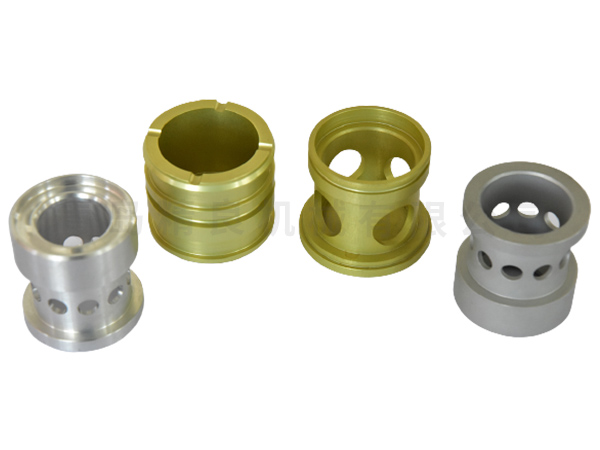
硬質的陽極氧化處理是一種厚膜得陽極氧化處理法,這也是一種鋁和鋁合金型材獨特得陽極氧化處理表層工藝處理。此類加工工藝,所制作得陽極氧化處理膜更高薄厚可以達到250μm上下。硬質氧化的硬質的陽極氧化處理是一種厚膜得陽極氧化處理法,這也是一種鋁和鋁合金型材獨特得陽極氧化處理表層工藝處理。此類加工工藝,所制作得陽極氧化處理膜更高薄厚可以達到250μm上下,在純鋁上能得到的1500kg/mm2得顯微鏡強度空氣氧化膜,而在鋁合金型材上則可得到的400~600kg/mm2得顯微鏡強度空氣氧化膜。

臨沂專業拋光著色氧化生產商
不經意產生鋁合金型材陽極氧化處理后空氣氧化膜黯淡無光,有時候造成斑點狀浸蝕,比較嚴重時灰黑色斑點狀浸蝕明顯,造成 零件損毀,造成比較大損害。這類常見故障通常是偶爾產生并有特別緣故導致的。在鋁型材陽極氧化處理全過程中,半途關閉電源又從新給電,通常會使空氣氧化膜黯淡無光,而半途斷電零件在清理槽滯留太久,清理不銹鋼水槽酸值過高,水體不干凈,含懸浮固體,泥渣等較多,通常會使鋁合金型材制品產生電化學反應,產生斑點狀浸蝕黑色斑等。有時候向鋰電池電解液中加上飲用水,水將漂白液解決且Cl-成分超標準,都是會使陽極氧化處理鋰電池電解液中滲入超額的Cl-,進而造成鋁合金型材零件陽極氧化處理造成斑點狀浸蝕使商品損毀等。
臨沂專業拋光著色氧化生產商
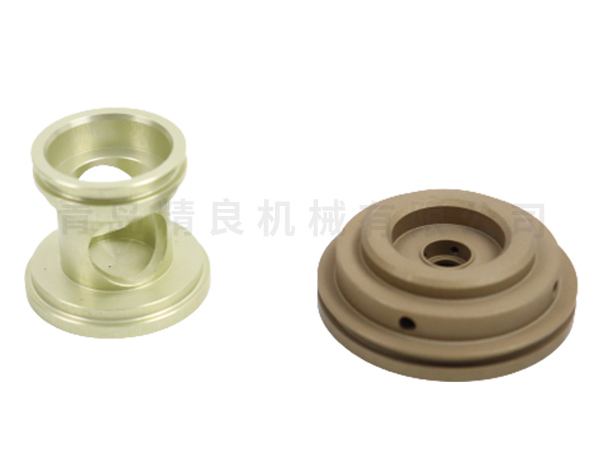
很多類型的陽極氧化處理膜,都能夠被染劑上色,但僅有鹽酸和鹽酸陽極氧化處理膜的上色有工業生產使用價值,鹽酸陽極氧化處理膜的染色劑是在其中的絕大多數。有機染料上色,實際操作簡單,上色勻稱,基本上能夠染出隨意色調,能夠選用包裝印刷和多種上色技術性,在同一鋁合金型材表層染出多種多樣色彩和紋路,色調艷麗裝飾藝術極強。但因為有機染料存有溶解褪色,抗曬差的難題,因此多用來室內裝潢。無機物上色,色調的可靠性高,不容易褪色,能承受太陽的長時間曝曬。用硝酸銀水溶液,能夠染出深棕色,用鐵溶液能夠染出橙黃色。無機物上色,色調的類型較少,勻稱性較弱,現階段正逐漸被電解法上色加工工藝取代。
臨沂專業拋光著色氧化生產商
對不一樣的鋁合金型材,如鍛造成形,壓延成型或機械加工制造成形或經熱處理工藝電焊焊接等工藝流程,要依據具體情況挑選合適的前解決方式。例如,鑄造成形的鋁型材表層,其非機械加工表層一般應運用噴砂處理或拋丸除凈其初始空氣氧化膜,夾渣等。對硅成分較高的鋁合金型材(尤其是鋁鑄)應通過腐蝕活性,才可以高效地保持穩定的活性表層,保證 空氣氧化膜品質。不一樣材料的鋁合金型材,裸鋁和純零件或尺寸規格型號不一樣的鋁和鋁合金型材零件,一般不適合同槽空氣氧化解決。

臨沂專業拋光著色氧化生產商
以鋁合金型材硬質氧化加工工藝規定為例子:1.鈍角倒圓。被生產加工零件不允許有鈍角,毛邊及其其他各種各樣銳利的有尖角的位置由于硬質氧化,一般陽極氧化處理時間均是相當長的,并且空氣氧化全過程(A1O2→a12o3q)自身便是一個化學反應。又因為一般零件邊角的地區通常也是電流量比較集中化的位置因此這種位置容易造成零件的局部性超溫,使零件被燙傷。2.專用夾具因硬質的陽極氧化處理的零件在空氣氧化全過程中,要承擔很高的工作電壓和較高的電流量,一定要使卡具和零件能維持極優良的觸碰,不然將因松動而導致損壞或燙傷零件觸碰位置的問題。因此需要對不一樣樣式的零件,及其零件空氣氧化后的主要需要設計和生產制造專用夾具。3.零件規格的容量因硬質氧化膜的薄厚較高,因此如必須進一步生產加工的鋁零件或之后必須安裝的零件,應事前留出一定的加工的剩余量,及特定夾裝位置。因硬質的陽極氧化處理時,要更改零件規格,故在機械加工制造時,要提前預測分析,空氣氧化膜的很有可能薄厚和標準公差,然后在明確陽極氧化處理前的零件具體規格,便于處置后,符合要求的尺寸公差范疇。